 新浪微博
新浪微博 腾讯微博
腾讯微博



箱体铸件


简介:泊头航星箱体铸件,床头箱体铸件,箱体铸件生产厂家,箱体铸件是机器或部件的基础零件,它将机器或部件中的轴、套、齿轮等有关零件组装成一个整体,使它们之间保持正确的相互位置,并按照一定的传动关系协调地传递运动或动力。
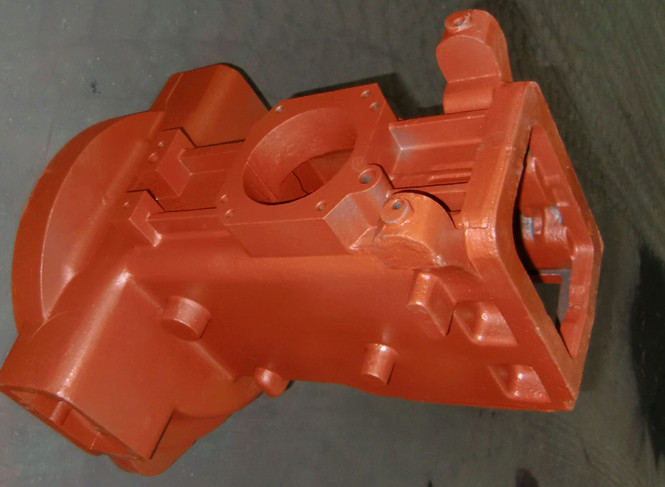
箱体铸件的功用及结构 点?箱体铸件是机器或部件的基础零件,它将机器或部件中的轴、套、齿轮等有关零件组装成一个整体,使它们之间保持正确的相互位置,并按照一定的传动关系协调地传递运动或动力。因此,箱体铸件的加工质量将直接影响机器或部件的精度、性能和寿命。常见的箱体铸件有:机床主轴箱、机床进给箱、变速箱体、减速箱体、发动机缸体和机座等。根据箱体铸件的结构形式不同,可分为整体式箱体铸件,和分离式箱体铸件,如两大类。前者是整体铸造、整体加工,加工较困难,但装配精度高;后者可分别制造,便于加工和装配,但增加了装配工作量。箱体铸件的结构形式虽然多种多样,但仍有共同的主要 点:形状复杂、壁薄且不均匀,内部呈腔形,加工部位多,加工难度大,既有精度要求较高的孔系和平面,也有许多精度要求较低的紧固孔。因此,一般中型机床制造厂用于箱体铸件的机械加工劳动量约占整个产品加工量的15%~20%。
箱体铸件的主要技术要求,箱体铸件中以机床主轴箱的精度要求高。以某车床主轴箱,箱体铸件的技术要求主要可归纳如下:
1.主要平面的形状精度和表面粗糙度,箱体铸件的主要平面是装配基准,并且往往是加工时的定位基准,所以,应有较高的平面度和较小的表面粗糙度值,否则,直接影响箱体铸件加工时的定位精度,影响箱体与机座总装时的接触刚度和相互位置精度。一般箱体铸件主要平面的平面度在0.1~0.03mm,表面粗糙度Ra2.5~0.63μm,各主要平面对装配基准面垂直度为0.1/300。
2.孔的尺寸精度、几何形状精度和表面粗糙度,箱体铸件上的轴承支承孔本身的尺寸精度、形状精度和表面粗糙度都要求较高,否则,将影响轴承与箱体孔的配合精度,使轴的回转精度下降,也易使传动件(如齿轮)产生振动和噪声。一般机床主轴箱的主轴支承孔的尺寸精度为IT6,圆度、圆柱度公差不超过孔径公差的一半,表面粗糙度值为Ra0.63~0.32μm。其余支承孔尺寸精度为IT7~IT6,表面粗糙度值为Ra2.5~0.63μm。
3.主要孔和平面相互位置精度,同一轴线的孔应有一定的同轴度要求,各支承孔之间也应有一定的孔距尺寸精度及平行度要求,否则,不仅装配有困难,而且使轴的运转情况恶化,温度升高,轴承磨损加剧,齿轮啮合精度下降,引起振动和噪声,影响齿轮寿命。支承孔之间的孔距公差为0.12~0.05mm,平行度公差应小于孔距公差,一般在全长取0.1~0.04mm。同一轴线上孔的同轴度公差一般为0.04~0.01mm。支承孔与主要平面的平行度公差为0.1~0.05mm。主要平面间及主要平面对支承孔之间垂直度公差为0.1~0.04mm。
箱体铸件的材料及毛坯:
箱体铸件材料一般选用HT200~400的各种牌号的灰铸铁,而常用的为HT200。灰铸铁不仅成本低,而且具有较好的耐磨性、可铸性、可切削性和阻尼 性。在单件生产或某些简易机床的箱体铸件,为了缩短生产周期和降低成本,可采用钢材焊接结构。此外,精度要求较高的坐标镗床主轴箱则选用耐磨铸铁。负荷大的主轴箱也可采用铸钢件。箱体铸件毛坯的加工余量与生产批量、毛坯尺寸、结构、精度和铸造方法等因素有关。有关数据可查有关资料及根据具体情况决定。箱体铸件毛坯铸造时,应防止砂眼和气孔的产生。为了减少箱体铸件毛坯制造时产生残余应力,应使箱体铸件壁厚尽量均匀,箱体铸件浇铸后应安排时效或退火工序。



相关资讯
电话:0317-4580770
传真:0317-8081767
邮箱:bthxgs@163.com
地址:河北省沧州市泊头市交河镇白王庄
